


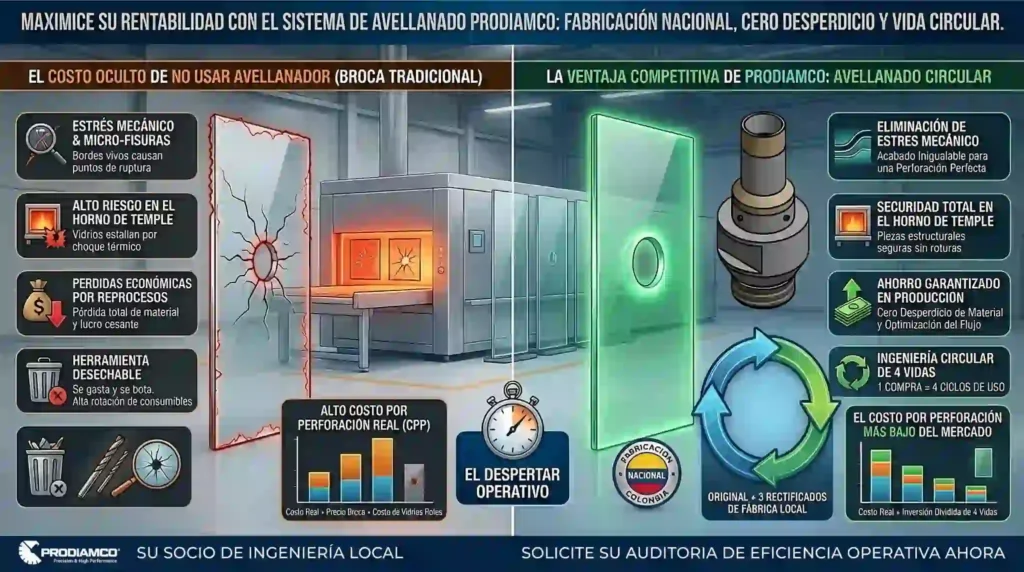
La perforación de materiales vítreos y cerámicos representa un desafío crítico en los talleres de transformación, especialmente al buscar precisión milimétrica sin comprometer la integridad de la pieza. El uso de brocas avallanadoras de vidrio de alta calidad es determinante para gestionar la disipación de calor, ya que la fricción excesiva deriva en fallas estructurales. En este contexto, la selección de herramientas diamantadas específicas garantiza seguridad técnica.
El principal obstáculo técnico es el shock térmico, un fenómeno que ocurre cuando el gradiente de temperatura provoca tensiones internas insoportables. Esta situación es riesgosa en el vidrio templado y monolíticos de gran espesor, donde el calor descontrolado genera microfisuras instantáneas. Sin el equipo adecuado, los bordes tienden a astillarse, obligando a procesos de rectificado adicionales o a la pérdida total de la lámina.
Para mitigar estos riesgos, las herramientas de pared delgada permiten una perforación húmeda más efectiva al optimizar el flujo de refrigerante y reducir la superficie de fricción. Al integrar avellanadores diamantados en el ciclo de trabajo, es posible suavizar las tensiones en los bordes para un acabado superior. Esta combinación tecnológica asegura que la energía se concentre en la remoción de material por erosión controlada.
Desde Prodiamco, expertos en la fabricación de herramientas diamantadas con tecnología alemana, te invitamos a que continúes leyendo para descubrir cómo optimizar sus tiempos de entrega y eliminar definitivamente los costos ocultos por roturas accidentales en su operación diaria.
Conoce más acerca de nuestras herramientas diamantadas y equipos. Tal vez te interese leer: Diamante sintético en herramientas de corte
¿Cómo perforar vidrio grueso sin romperlo?
Para perforar vidrio de gran espesor sin riesgo de fracturas, es fundamental utilizar brocas con avellan de pared delgada que reduzcan la superficie de fricción. El proceso debe ejecutarse mediante perforación húmeda constante, manteniendo una presión ligera y uniforme para evitar el choque térmico y el astillamiento de los bordes.
La mecánica de la perforación de precisión
Cuando nos enfrentamos a láminas de gran calibre, el mayor riesgo es la acumulación de calor en el núcleo del material. A diferencia de las brocas macizas, las coronas diamantadas de pared delgada desalojan una menor cantidad de material, lo que se traduce en una menor generación de energía térmica y un avance más veloz y limpio.
Para garantizar un éxito rotundo en materiales gruesos, se deben seguir tres reglas técnicas innegociables:
- Refrigeración interna y externa: El agua no solo enfría el diamante, sino que evacúa el “lodo” vítreo que, de lo contrario, actuaría como un abrasivo no deseado, aumentando la temperatura.
- Control de RPM: A mayor diámetro de la broca, menor debe ser la velocidad de rotación. Perforar a velocidades excesivas en vidrios gruesos es la causa principal de fracturas radiales.
- Uso de avellanadores diamante: Una vez completada la perforación, el uso de un avellanador permite eliminar las micro-tensiones en la entrada y salida del orificio, puntos donde suelen originarse las grietas a largo plazo.
Parámetros técnicos para una perforación de alto desempeño
Para garantizar que la perforación húmeda sea efectiva y no comprometa la integridad del material, es imperativo ajustar las revoluciones por minuto (RPM) según el diámetro de la herramienta. Una velocidad incorrecta es la causa principal de la cristalización del diamante y la fractura del vidrio por estrés térmico.
A continuación, presentamos la tabla técnica de operación recomendada para brocas avellanadoras de vidrio de pared delgada:
Tabla de Parámetros: Diámetro vs. Velocidad (RPM)
| Diámetro de la Broca (mm) | Revoluciones por Minuto (RPM) Sugeridas | Velocidad de Avance Inicial |
| 3 – 5 mm | 9,000 | 0.8 mm/seg |
| 6 – 10 mm | 4,500 | 0.8 mm/seg |
| 11 – 20 mm | 2,500 | 1.0 mm/seg |
| 21 – 25 mm | 2,000 | 1.0 mm/seg |
| 26 – 35 mm | 1,250 | 1.2 mm/seg |
| 36 – 50 mm | 1,000 | 1.2 mm/seg |
| 51 – 100 mm | 600 | 1.2 mm/seg |
| 101 – 150 mm | 300 | 1.5 mm/seg |
Checklist de validación técnica
Para asegurar resultados consistentes en materiales complejos como el vidrio monolitico o laminados, verifique las siguientes especificaciones de su herramienta:
- Tecnología de Desahogo: Las brocas deben contar con ranuras de alivio térmico para facilitar la evacuación del sedimento y el PVB.
- Matriz de Diamante: Uso de diamante sintético de grado superior con forma octaédrica para una mayor resistencia al impacto.
- Cuerpo de Acero Inoxidable: Esencial para evitar la contaminación por óxido durante ciclos prolongados de enfriamiento por agua.
Eficiencia de la pared delgada en la perforación
El diseño de pared delgada en las brocas diamantadas para perforación de vidrio es una innovación técnica que permite perforar sin comprometer la integridad estructural. Al reducir la superficie de contacto entre el diamante y el material, se minimiza drásticamente la fricción generada. Esto es vital para evitar el sobrecalentamiento localizado que suele fracturar las piezas, permitiendo un avance más fluido y un control superior durante todo el proceso de transformación.
- Menor remoción de material particulado por segundo de contacto.
- Disminución del torque necesario en el motor del equipo.
- Mejora significativa en la limpieza del borde de entrada.
- Aumento de la vida útil del segmento diamantado de alta calidad.
Implementar herramientas con geometrías optimizadas asegura que la energía se transforme en corte efectivo y no en calor residual dañino. Esta eficiencia mecánica es la que permite trabajar láminas de gran formato con total confianza, reduciendo los desperdicios por roturas accidentales. En la industria del procesamiento de vidrio moderno, la precisión no es negociable, y la pared delgada es el estándar técnico que garantiza resultados consistentes.
El rol crítico de los avellanadores de diamante
Una perforación exitosa no termina cuando la broca atraviesa el material; requiere un tratamiento posterior para eliminar tensiones residuales. Los avellanadores diamantados cumplen la función técnica de suavizar los bordes internos y externos del orificio, previniendo la propagación de microfisuras. Este paso es indispensable en piezas destinadas a soportar carga, como herrajes en fachadas o mobiliario, donde cualquier imperfección mínima puede derivar en fallas estructurales.
- Eliminación de aristas cortantes peligrosas para el operario.
- Ajuste perfecto para herrajes de acero inoxidable y fijaciones.
- Distribución uniforme de la presión mecánica en el ensamble final.
- Mejora estética con acabados de alta gama en bordes visibles.
Integrar el avellanado en la rutina de producción eleva la calidad percibida del producto final y protege la inversión del cliente. Al rectificar suavemente la salida del agujero, se neutraliza el efecto de astillamiento que ocurre naturalmente al terminar la perforación. El uso de herramientas diamantadas de alta precisión asegura que cada detalle contribuya a la durabilidad y seguridad del montaje final en cualquier proyecto arquitectónico exigente.
Optimización mediante perforación húmeda constante
La perforación húmeda es el protocolo de seguridad obligatorio para cualquier taller que busque longevidad en sus herramientas y calidad en sus acabados. El agua actúa como un agente refrigerante y lubricante que mantiene la temperatura del diamante dentro de rangos operativos seguros. Sin un flujo constante, la matriz metálica que sujeta los diamantes se degrada prematuramente, provocando el embotamiento de la broca y el riesgo térmico.
- Refrigeración interna continua a través del vástago de la herramienta.
- Evacuación eficiente del residuo vítreo abrasivo durante el corte.
- Prevención del polvo nocivo en el área de trabajo industrial.
- Protección total contra el shock térmico en el vidrio templado.
Es fundamental recordar que el procesamiento debe realizarse siempre antes del proceso térmico, ya que el vidrio templado no permite intervenciones mecánicas posteriores. La correcta gestión de los fluidos durante el corte garantiza que el material conserve sus propiedades físicas intactas antes de entrar al horno. Un proceso de refrigeración bien ejecutado es la diferencia entre una pieza de alta ingeniería y un residuo operativo muy costoso.
Preguntas Frecuentes sobre la perforación de vidrio
Maximiza la rentabilidad en el procesamiento de vidrio
La clave para una producción eficiente y libre de mermas radica en comprender la relación entre la herramienta, el refrigerante y los parámetros de rotación. Al utilizar brocas avellanadoras de pared delgada, no solo se ejecuta una perforación, sino que se preserva la integridad molecular del material para procesos críticos como el templado. Un borde limpio y bien ejecutado es la mejor garantía contra el shock térmico y las fracturas por tensión mecánica a largo plazo.
Si este contenido te fue útil, te invitamos a explorar nuestra categoría de brocas diamantadas y avellanadores diamante, o a seguir descubriendo más de artículos de herramientas diamantadas en nuestro blog.





